




撕碎机刀片使用过程中操作不当造成的原因:如撕碎时撕碎嘴离钢板太近(一般100A撕碎时撕碎嘴大小不小于3~8mm),外部输入电压过高或不稳定。
1、撕碎机刀片下料材料原因:如撕碎工件的材质、厚度、撕碎工艺布置等,一般板材、铸铁等材料消耗的电极喷嘴比较少,部分金属材料消耗的附件(如铜、铝)较多。撕碎10mm左右厚度的板材,省喷嘴是合理的,不知道有没有16mm以上的板材?如果经常切16mm以上的板材,会多花喷嘴。另外,如果在工作过程中经常需要打孔和撕碎,那么喷嘴的费用会是常规刃弧撕碎的两倍以上;因此,在选择电源和撕碎喷嘴时,一定要记得选择合适功率的电源(一般根据撕碎厚度的好坏而定),以及相应安培尺寸和口径尺寸的喷嘴,这样有利于充分达到撕碎效果和使用寿命。
2、撕碎机刀片耗材原因:比如电极嘴的质量,这个很关键,购买的电极嘴质量是否过关;再者,关于电极嘴和割枪的配合,有可能你现在用的电极嘴和你原来用的不是同一个厂家生产的,或者电极嘴和割枪厂家不一致。虽然外形尺寸看起来差不多,但是不同厂家的尺寸标准不一样,大部分厂家的电极嘴都是仿l制品。

撕碎机刀片有许多合适的撕碎材料。根据待撕碎材料的不同性质,应调整撕碎机刀片的参数。
使用撕碎机刀片处理结构钢时,操作人员应配合氧气撕碎操作,可达到良好的撕碎效果。当氧气作为辅助撕碎气体时,撕碎材料的边缘会有一定程度的氧化;当撕碎材料厚度达到4mm时,操作应选择氮气高压撕碎;当金属材料的厚度超过10毫米时,必须通过特殊工艺进行撕碎。
无论您使用哪种材料撕碎操作,都必须遵循正常的撕碎操作规范。当使用撕碎机刀片处理不锈钢时,蕞好使用氮气作为辅助撕碎气体。撕碎操作完成后,不锈钢的撕碎边缘整齐,没有毛刺问题,因此撕碎表面单独处理。
众所周知,铝具有良好的反射性和导热性,厚度小于6mm的铝可用于撕碎机刀片。纯铝材很难撕碎。通过在撕碎机刀片上安装“反射和吸收”装置,可以顺利撕碎铝材。
在处理不同的待撕碎材料时,首先要仔细了解撕碎特点。根据不同的实际撕碎要求,应选择合适的高速撕碎设备,为了获得更完l美的撕碎操作效果,操作人员应调整合适的撕碎设备参数。

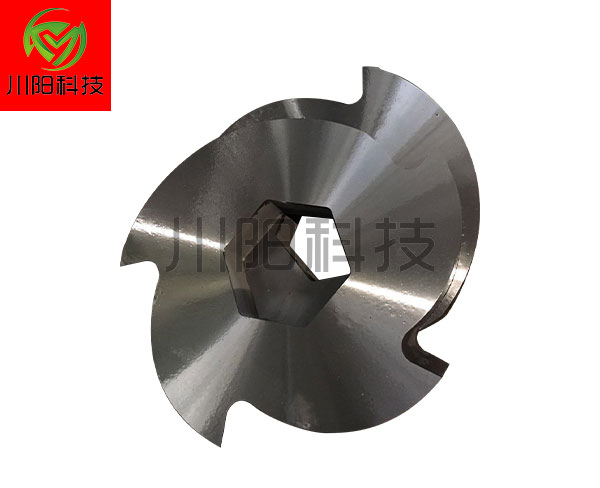
双轴撕碎机刀片常用规格为300型、350型、400型、450型、500型和600型,但是因为各厂家对厚度、刀爪数量和刀爪深的要求不一样,所以双轴撕碎机刀片基本上都是没有标准款现货,需要客户提出自己的要求定做。按照材质和数量的不同,加工周期通常在15-30天内。
多轴撕碎机多为圆齿形形状,两类刀模具外形尺寸差别很大。单轴撕碎机刀片适合撕碎材质较软的物料,比如塑料薄膜、橡胶等,撕破后出来的物料也比较细小。
常用材料:9CRSI T10 CR12MOV SKD-11 HARlDOX550
常见规格:34*34*20 40*40*25 35*35*23 45*45*30 46*46*35 50*50*25 60*60*30 72*72*50



 在线客服
在线客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


